重大な不具合を防止するには、常日頃の小さな問題を潰していくことが重要になります。 それは表面的な原因だけを修正しても再発は防げません。 この考えかたを「ハインリッヒの法則」と「なぜなぜ分析」 と 「三現主義」から解説します。

製造現場で起きる不具合の多くは、目に見える “現象” にすぎません。
寸法不良、性能ばらつき、異常値、顧客苦情…。これらはすべて「結果」であり、「原因」ではありません。
しかし現場では、
・ 選別で流出を止める
・ 検査を強化する
・ 作業手順を見直す
といった “応急処置” で終わってしまうことが少なくありません。
応急処置は必要ですが、根本対策にはなりません。
なぜなら、不具合の真因は 作業ミスではなく、技術・仕組み・工程条件 に潜んでいることが多いからです。
ハインリッヒの法則を品質に置き換えると、1件の重大クレームの裏には、29件の顧客苦情、さらに300件の “日常の不具合” が存在すると言うことができます。
つまり、日常の小さな不具合の真因を潰すことが、重大不良を防ぐ唯一の道です。
その真因に到達するための最も強力な手法が、「5回のなぜなぜ」 です。
1回の「なぜ」では作業ミスレベルで終わります。
2回、3回と深掘りすることで、温度、摩耗、振動、設備差、段取り、設計変更といった 技術的な原因 が見えてきます。
5回目でようやく、工程や仕組みの “真因” にたどり着くことができます。
作業者のミスと思った不具合うち作業者の問題は20%という分析結果があります。
詳しくは 人のミスの80%は作業者の問題ではない をご覧ください。
製造現場で発生する不具合は、寸法不良、性能ばらつき、異常値、顧客苦情など、一見すると「その現象そのものが問題」に見えます。
しかし、これらはすべて ”結果” であり、本当の原因はもっと深いところにあります。
顧客が求める品質は昔から変わりません。
・ 100%良品であること
・ 規格の範囲内であること
・ ばらつきが小さいこと
にもかかわらず、不良はゼロにはならないのが現実です。
その理由は、表面の現象だけを見て対策しているから です。
※工程能力(Cp・Cpk)の考え方については、品質保証で使われる工程能力指数とは にまとめています。
不具合の“結果”ではなく“ばらつき”をどう捉えるかの基礎になります。
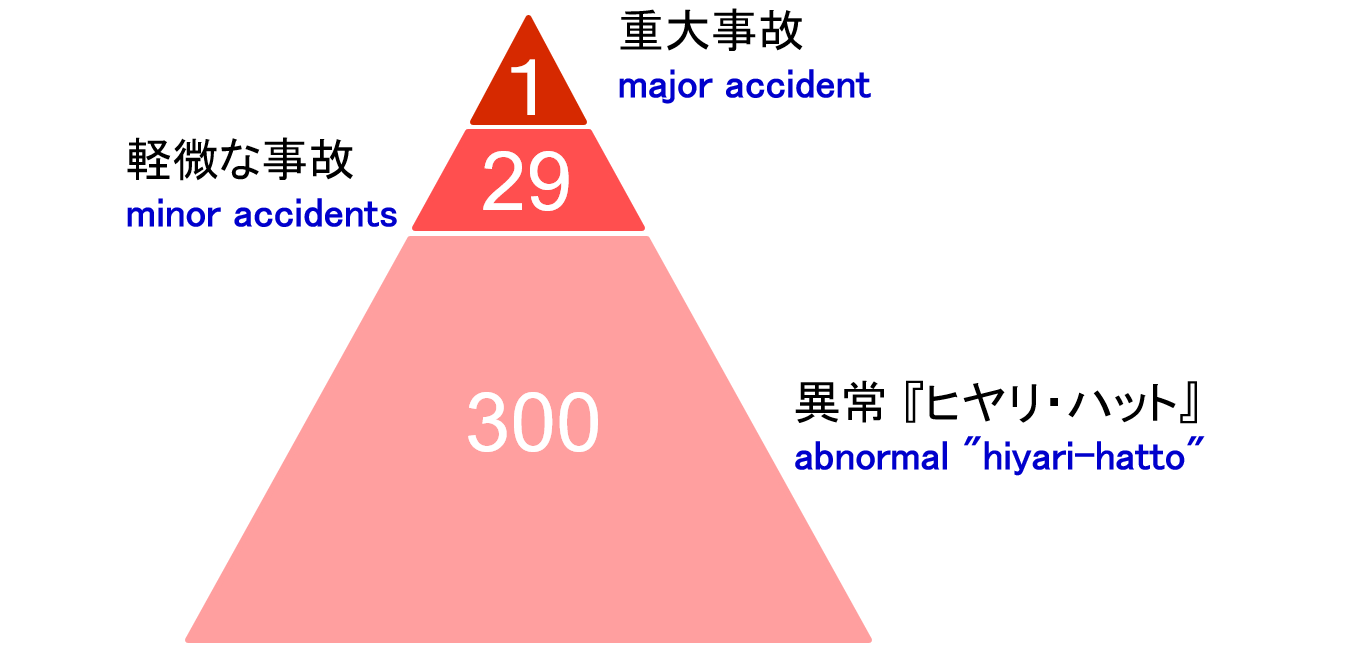
皆さんは、『1:29:300』という数字を聞いたことがあると思います。
『ハインリッヒの法則』と呼ばれ、労働災害の発生確率を表したものです。
・ 1件 の重大事故の陰には
・ 29件 の軽微な事故があり
・ 更にその陰には300件 のヒヤリ・ハットがある
という構造です。
これを品質に置き換えると、
・ 1件の重大不良/重大クレームの陰には
・ 29件の顧客苦情があり
・ さらにその陰には300件の日常の不具合がある
という形になります。
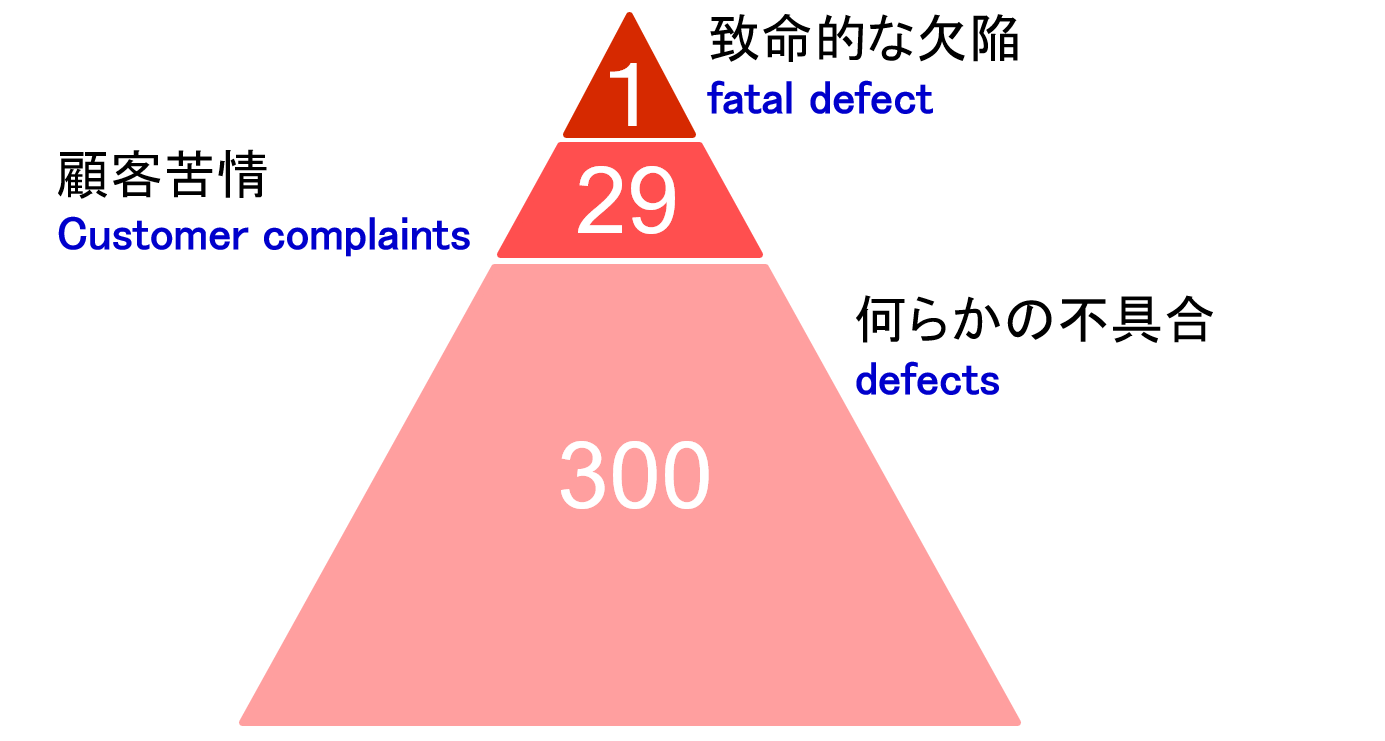
つまり、重大不良を防ぐには、日常の小さな不具合の真因を潰すことが最も効果的 です。
この「300件の不具合」を放置している限り、重大クレームは必ず発生します。
日常の不具合は管理図にも現れます。
異常パターンの見つけ方については 以下のコラムを参考にしてください。
管理図に現れる“技術的異常パターン”の正体
管理図の使い分けと異常の見つけ方
不良が発生すると、現場では次のような対応が行われます。
① 選別して良品だけを出荷する
② 検査を強化する
③ 作業手順を見直す
これらはすべて 応急処置(Containment) であり、工程そのものは何も改善されていません。
詳しく説明すると、
①と②は流出対策です。
③は根本的な対策のようにも見えますが、なぜ手順書に問題があったのか?まで踏み込む必要があります。
応急処置だけで終わると、同じ不具合が必ず再発します。
根本対策に必要なのは、三現主義(現場・現物・現実)で現象を正しく理解すること です。
表面原因だけを対策すると、Cpk が “良く見えるだけ” になることがあります。
工程能力指数の正しい読み方 では、Cpk の落とし穴について詳しく解説しています。
不具合の真因は、データだけでは見えません。
・ 温度が上がっていた
・ 振動が増えていた
・ 工具が摩耗していた
・ 設備Aと設備Bで条件が違っていた
こうした 技術的な変化 は、現場でしか確認できません。
三現主義は、技術 × 品質の問題解決の出発点 です。
温度・摩耗・振動などの技術的変化は、工程能力にも影響します。
Cpkが安定しない本当の理由 もあわせて読むと、技術と品質の関係がより理解しやすくなります。
問題の原因を突き止めるために、なぜなぜ分析(5Why)は非常に有効な手法です。
1回の「なぜ?」で出てくるのは、ほとんどが 作業ミス・手順不備 といった表面的な原因です。
しかし、2回、3回と深掘りすると、次第に技術的な原因が見えてきます。
例:部品の取り付けミス

このように、5回のなぜなぜは“仕組み・工程・技術”の問題に到達するための思考法 です。
5回のなぜなぜを続けると、多くの場合、技術的な真因に行き着きます。
● 例1:寸法不良
– なぜ? → 寸法が大きい
– なぜ? → 温度が高い
– なぜ? → 冷却不足
温度が品質に与える影響については、10〜20kWDCBLモータの冷却方式の品質への影響 が参考になります。
● 一発異常(点の飛び)
– なぜ? → 測定値が飛んだ
– なぜ? → 振動が発生
– なぜ? → 軸受摩耗
振動や軸受摩耗が品質に与える影響については、DCBLモータの振動・異音・軸受トラブルの原因と対策 が参考になります。
● 平均値のズレ
– なぜ? → 工具摩耗
– なぜ? → 切削条件が不適切
加工条件の工程能力へに与える影響については、Cpkが安定しない本当の理由 に詳しくまとめています。
このように、5回のなぜなぜは技術的にも必要なものなのです。
・ 毎回「なぜ?」を5回繰り返す訓練
・ 表面原因で満足しない文化
・ 現場で現象を観察する習慣
・ 技術と品質が協力する体制
・ 変更管理・標準化の仕組みを整えること
これらが揃うと、真因に到達できる組織 になります。
・ 不具合は “現象” であり “原因” ではない
・ 真因は 技術・仕組み・工程 にある
・ 5回のなぜなぜは、技術と品質をつなぐ思考法
・ 日常の不具合の ”真因” を潰すことが重大不良を防ぐ
・ 三現主義と5回のなぜなぜが、品質改善の基盤になる
5回のなぜなぜは、単なる品質手法ではなく、技術 × 品質 × 現場をつなぐ“問題解決の基礎技術” です。
なぜなぜ分析の関連コラムがこちらにもあります。なぜなぜ分析のやり方|5回の“なぜ”で真因に到達する方法と三現主義の実践
