管理図は傾向管理を行い、不良の発生を防止するためのもので、ゼロディフェクト(不具合0)を実現するためのツールの1つです。しかし、その本来の目的や使い方を正しく理解し、工程改善に活かせている現場は決して多くありません。「昔から使っているから」「決まりだから」といった理由で、ただグラフを埋めるだけの運用になっているケースも少なくないのが実情です。管理図は、単なる帳票ではありません。工程が発している“ばらつきの声”を聞き取り、不良の発生を未然に防ぐための強力なツールです。そのためには、管理図の種類、管理限界の意味、異常の見つけ方、工程能力との関係など、基本的な考え方を正しく理解する必要があります。
本記事では、管理図の基礎から実務での使い方までを体系的に整理し、現場で本当に役立つ管理図の活用方法をわかりやすく解説します。 品質管理の初心者からベテランまで、どなたでも実務に活かせる内容になっています。

ゼロディフェクトは不良を発生させないということです。
しかし、工程能力を大きくすることは、現実的ではありません。
車載部品で特に重要な部品は工程能力Cpk>1.67が求められることもあります。この時の不良率は統計計算上0.57ppmです。
自動車の部品数は3万点といわれています(EVだと2万点くらい)。
特に重要な部品が1%と仮定すると 自動車1千万台出荷すると約1,700個の不良部品が含まれていることになります。
1千万台x3万x1%x0.57ppm=1,710
一定以上の工程能力を確保した上で、統計的工程管理(SPC)で傾向管理を行い、不良の発生を未然防止します。
SPCに用いるのが管理図です。
管理図はゼロディフェクトを実現するうえで、非常に重要な管理方法の1つとなります。
管理図は、工程が安定しているかどうかを継続的に監視し、異常の兆候を早期に発見するための統計的手法です。
製造業では古くから使われていますが、実際には「昔から使っているから」という理由だけで、意味を理解せずにグラフを埋め続けているだけの現場も少なくありません。
また、現場で取得したデータを事務所のPCに入力し、きれいなグラフを作って保管しているだけというケースもよく見られます。
これでは管理図が本来持つ力を十分に活かせているとは言えません。
管理図の本質は、工程のばらつきが “偶然のばらつき” の範囲に収まっているかどうかを見極め、異常原因を早期に発見して不良の発生を未然に防ぐことにあります。
管理図は、工程が自ら発している “ばらつきの情報” を可視化するツールです。
工程が安定していれば、データは一定の範囲内に収まり、予測可能な状態になります。
逆に、工程に異常があれば、データはその範囲から外れたり、特定のパターンを示したりします。
この「工程の声」を聞くことが、品質管理の第一歩です。
管理図を正しく使ううえで最も誤解されやすいのが、規格値(顧客の要求)と管理限界(工程の状態)を混同してしまうことです。
・ 規格値(USL/LSL):顧客が求める品質の範囲
・ 管理限界(UCL/LCL):工程が自然に生み出すばらつきの範囲
管理限界は工程データから統計的に算出されるものであり、規格値とは全く別物です。
管理限界を規格値に合わせてしまうと、工程の異常が見えなくなり、管理図の意味が失われてしまいます。
つまり、管理限界は規格値よりも十分に狭いことが必要であり、そもそも工程能力が確保されていない工程では、管理図を用いる意味がありません。
※ USL:Upper Specification Limit(上側規格限界)
※ LSL:Lower Specification Limit(下側規格限界)
※ UCL:Upper Control Limit(上側管理限界)
※ LCL:Lower Control Limit(下側管理限界)
管理図はSPC(Statistical Process Control)の中心的なツールです。
SPCの基本思想は次の2点に集約されます。
・ 工程は必ずばらつく
・ ばらつきには “偶然原因” と “異常原因” がある
管理図は、この2つのばらつきを区別し、異常原因を早期に発見して改善につなげるための仕組みです。
“記録するだけの管理図” が生まれる理由
管理図が形骸化してしまう理由としては、次のようなものが挙げられます。
・ 管理図の目的を理解していない
・ どの管理図を使うべきか知らない
・ 異常の見つけ方を知らない
・ 管理限界の意味を誤解している
・ 管理図が “提出書類” になってしまっている
こうした状態では、管理図は単なる帳票になり、工程改善にも品質保証にもつながりません。
管理図の使い分けと異常の見つけ方を、製造業の実務に即した形でわかりやすく解説していきます。
管理図には複数の種類があり、工程の特性やデータの取り方によって使い分ける必要があります。
しかし現場では、「とりあえずXbar-Rを使っておけばよい」という誤った運用が見られることも少なくありません。
管理図は工程に合ったものを選ばなければ、異常が見えなくなり、誤った判断につながります。
ここでは、管理図の種類とその使い分けを、実務で迷わないレベルまで整理します。
寸法や重量など、連続量(数値そのもの)を測定する工程で使用する管理図です。
製造業で最も使用頻度が高い分類であり、工程の安定性を評価するうえで基本となります。
Xbar-R管理図、Xbar-S管理図、I-MR管理図の3種類があります。
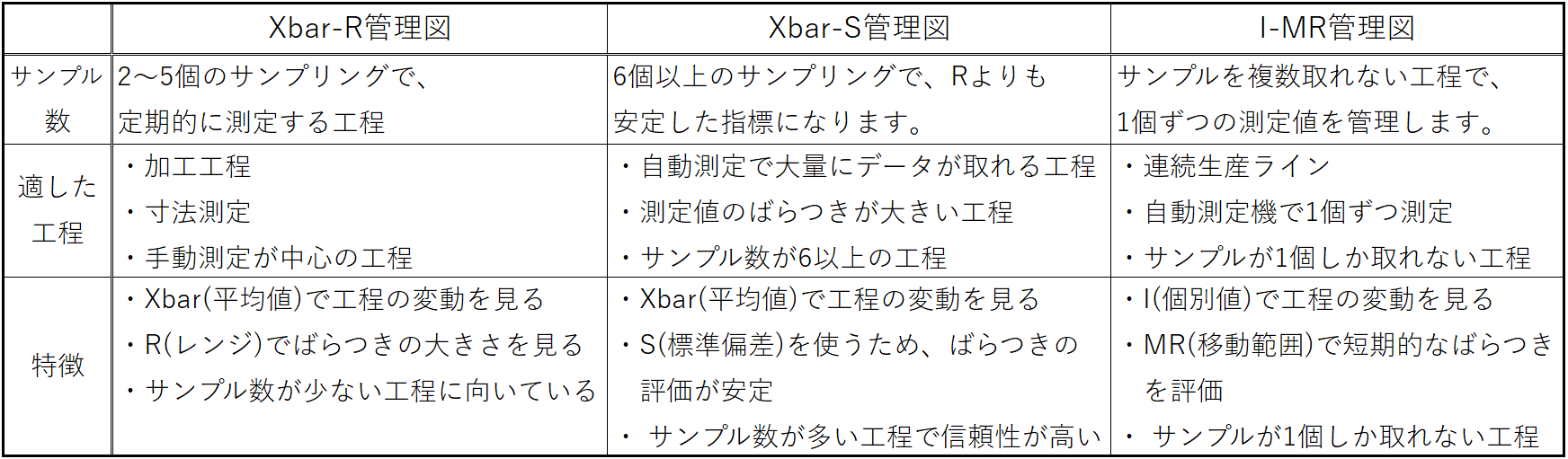
サンプリングするデータ数からどの管理図を選んだらよいか、フローチャートにしました。

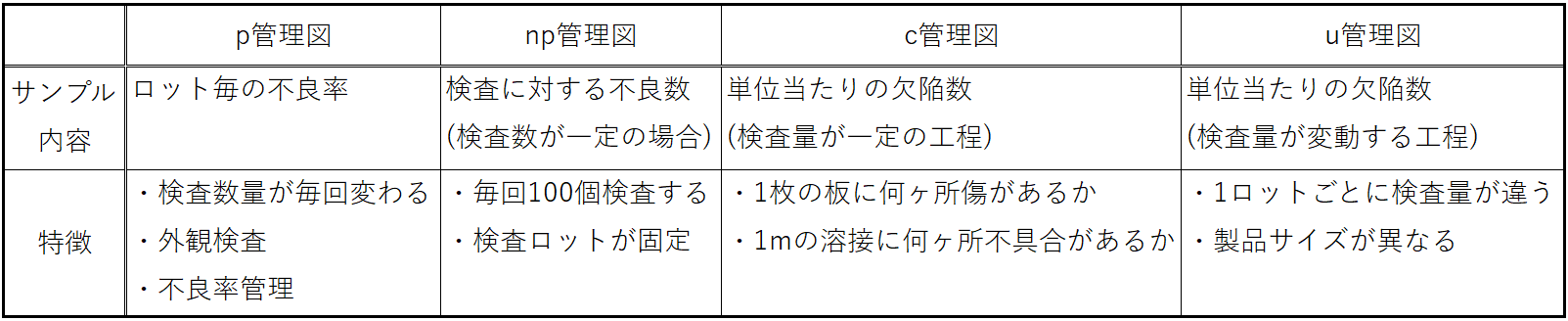
寸法などの数値ではなく、『不良数や欠陥数など “数を数えるデータ”』を扱う場合に使用します。
p管理図、np管理図、c管理図、u管理図の4種類があります。
・ 測定値そのものを扱う → 計量値管理図(Xbar-R、Xbar-S、I-MR)
・ 不良数・欠陥数を扱う → 計数値管理図(p、np、c、u)
工程の特性に合わせて管理図を選ぶことが、異常の早期発見につながります。
管理図を正しく活用するためには、管理限界(UCL/LCL)の意味を正しく理解することが欠かせません。
しかし現場では、管理限界と規格値を混同してしまったり、管理限界を恣意的に調整してしまうケースが少なくありません。
管理限界は、工程が自然に生み出すばらつき(=偶然原因)から統計的に算出されるものであり、工程が安定しているかどうかを判断するための基準線です。
管理限界は、工程データの平均値と標準偏差をもとに算出されます。
一般的には ±3σ(シグマ) の範囲が管理限界として設定されます。
この範囲は、工程が安定している場合に 99.73% のデータが収まる範囲です。
±3σ(シグマ)から外れる確率は0.27%=1/370回の発生確率です。
つまり、管理限界を超えるデータが出た時点で偶然では説明できない異常が起きていると判断できます。
管理図で最も多い誤解が、管理限界(工程の状態)と規格値(顧客要求)を混同してしまうことです。
・ 規格値(USL/LSL):顧客が求める品質の範囲
・ 管理限界(UCL/LCL):工程が自然に生み出すばらつきの範囲
規格値は外部から与えられた “要求” であり、管理限界は工程データから算出される “現状” です。
この2つは目的も意味も全く異なります。
管理限界を規格値に合わせてしまうと、工程の異常が見えなくなり、管理図の意味が失われてしまいます。
管理限界が規格値より広い場合、次のような問題が起きます。
・ 規格外品が出ても管理図では異常と判断されない
・ 工程能力が不足しているのに気づけない
・ 管理図が “異常を見逃すツール” になってしまう
つまり、管理限界は規格値より十分に狭いことが必要です。
そして、管理限界が規格値より狭くなるためには、工程能力(Cp/Cpk)が十分に高いことが前提条件になります。
工程能力が不足している工程では、管理図を使っても異常が見えにくく、改善にもつながりません。
現場でよく見られる誤りとして、
・ 管理限界が狭すぎるから広げる
・ 異常が出ると困るから調整する
・ 規格値に合わせて管理限界を設定する
といった “恣意的な調整” があります。
しかし、管理限界は工程データから統計的に算出されるものであり、人が勝手に変えてはいけないものです。
もし管理限界が狭すぎると感じる場合は、工程そのものが不安定である可能性が高く、管理限界を変えるのではなく、工程を改善する必要があります。
(例えば、管理限界決定時の工程能力が十分であったにも関わらず、頻繁に管理限界を超える場合)
管理限界の計算は、Excelや統計ソフト、品質管理ソフトが自動で行ってくれます。
重要なのは計算式や計算の方法ではなく、
・ どのデータを使うか
・ 工程が安定しているか
・ 管理限界の意味を理解しているか
といった “運用の質” です。
管理図は計算よりも 使い方と読み方が本質です。
管理図の最大の目的は、工程に潜む “異常原因” を早期に発見し、不良の発生を未然に防ぐことです。
管理図は不良品を検出するためのツールではなく、不良が発生する前の段階で異常の兆候を捉えるための仕組みです。
しかし現場では、管理限界を超えた点だけを異常と判断してしまい、本来であれば気づけるはずの異常を見逃してしまうケースが多く見られます。
一方で、管理条件を過度に厳しく設定すると、判定に時間がかかったり、必要以上に異常検出が増えてしまうこともあります。
そのため、適切なルールを理解し、バランスよく運用することが重要です。
管理図の管理条件(異常判定のルール)の代表的なものに、以下の4つがあります。
・ AIAG(全米自動車産業協会)SPCスタディガイド
:車載品質で広く用いられ、I-MRやXbar-Rの判定基準が整理されています。
・ Western Electric(ウェスタン・エレクトリック)ルール
:管理図の異常検出ルールの原型とされる体系です。
・ Nelson(ネルソン)ルール
:Western Electricを拡張したもので、より細かい異常検出が可能です。
・ JIS(日本工業規格)
:日本の製造業で一般的に使われる判定基準です。
これらのルールは、工程の異常を早期に検出するという目的は同じですが、現場でそのまま適用すると複雑すぎたり、判定負荷が高くなる場合があります。
本記事では、上記のルール体系を参考にしつつ、『現場で使いやすい形に整理した “7つのルール“ 』を紹介します。
これらを理解しておくことで、管理限界内に収まっているデータでも異常の兆候を見逃さず、不良の未然防止につなげることができます。
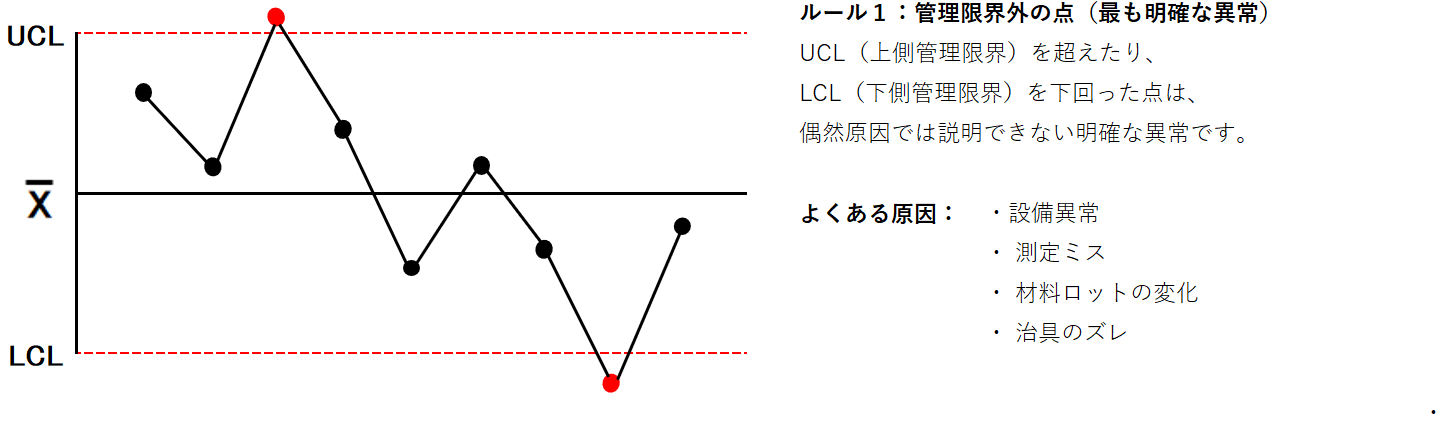
ルール1:管理限界外の点
ルール2:連続7点が平均よりも上(または下)にある

ルール3:連続7点が上昇または下降している

ルール4:周期的な波

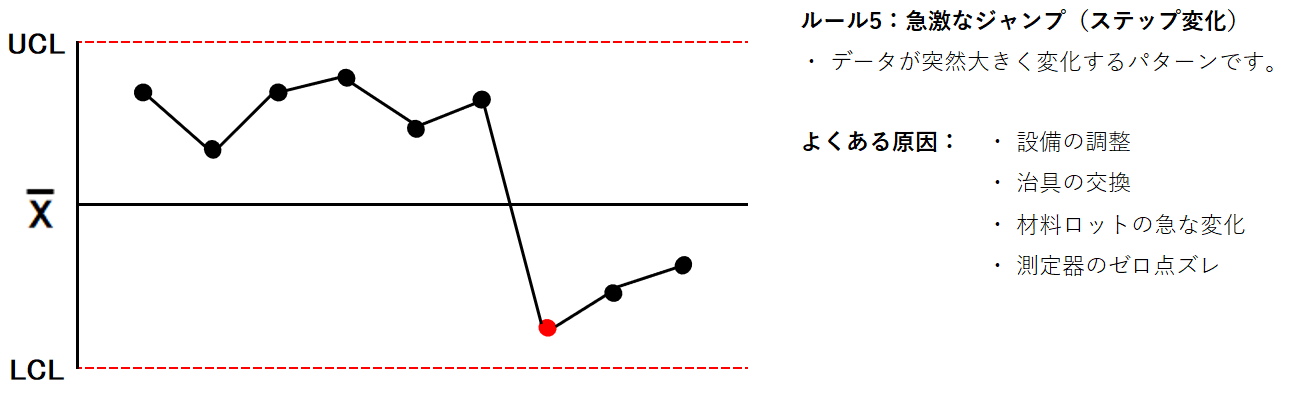
ルール5急激なジャンプ
ルール6:交互パターン
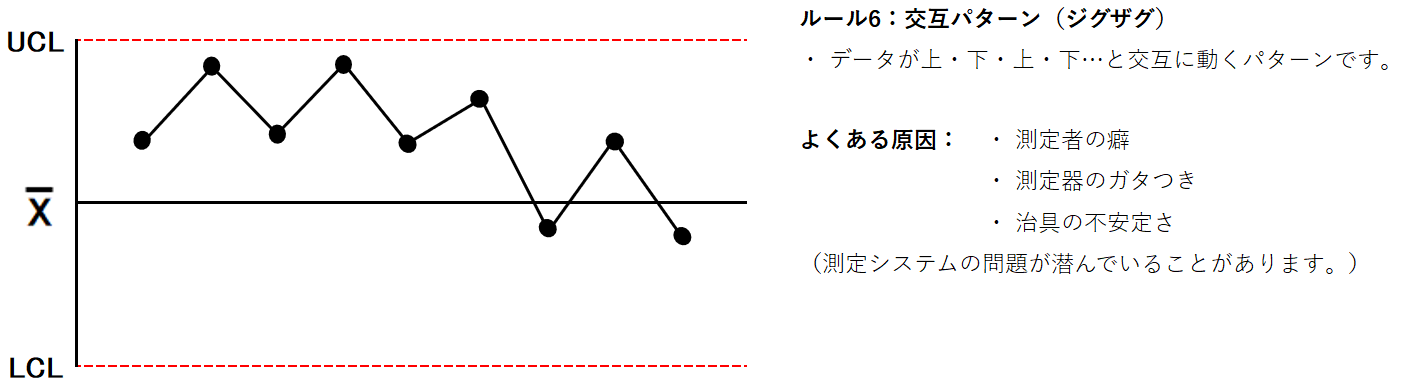
ルール7:層別が必要なパターン

管理図は工程の安定性を評価し、異常原因を早期に発見するための強力なツールです。
しかし、現場での運用方法が誤っていると、管理図は単なる帳票となり、本来の効果を発揮できません。
ここでは、製造現場でよく見られる落とし穴と、その改善ポイントを整理します。
管理図は、適切なデータの取り方ができて初めて意味を持つツールです。
しかし現場では、次のような問題が頻繁に発生します。
・ 測定間隔(測定周期)がバラバラ
・ サンプル数が毎回異なる
・ 測定タイミングが作業者によって違う
・ “良さそうなデータだけ” を選んでしまう
こうした状態では、管理図は工程の状態を正しく反映できません。
改善ポイント:
・ 測定間隔(測定周期)を標準化する
・ サンプル数を固定する
・ 測定手順書を整備し、教育を徹底する
・ データ取得方法を工程と紐づけて管理する
管理図が形骸化する典型例です。
・ 毎日グラフを埋めるだけ
・ 異常が出ても誰も見ていない
・ 管理限界を超えても「様子を見る」で終わる
・ 印刷してファイルに綴じるだけで活用されていない
これでは管理図の意味がありません。
改善ポイント:
・ 異常が出たら即アクションするルールを作る
・ 管理図を “提出書類” ではなく “改善ツール” として扱う
・ 現場でリアルタイムに見られる仕組みを作る
非常に多い誤りです。
・ 規格値に合わせて管理限界を設定してしまう
・ 規格外品が出ても「管理限界内だから問題ない」と判断してしまう
・ 管理限界が広すぎて異常が見えない
管理限界は工程のばらつきから算出されるものであり、
規格値とは全く別物です。
改善ポイント:
・ 管理限界は工程データから算出する
・ 規格値より管理限界が狭いことを確認する
・ 工程能力が不足している場合は、管理図より工程改善を優先する
管理図が乱れている状態でCpkを計算しても、そのCpkは工程能力を正しく表していません。
よくある誤り:
・ 管理限界外の点があるのにCpkを計算している
・ トレンドやサイクルがあるのに能力評価してしまう
・ 工程が安定していないのに顧客提出してしまう
改善ポイント:
・ まず管理図で工程が安定していることを確認する
・ 安定していない工程のCpkは評価しない
・ 異常原因を除去してから能力評価を行う
自動測定機が普及したことで、測定者の影響が少ない工程が増えています。
しかし、自動測定には自動測定特有の落とし穴があります。
よくある問題:
・ 測定器のゼロ点ズレに気づかない
・ 測定器のドリフトが管理図に現れない
・ データ量が多すぎて異常が埋もれる
・ 測定器の繰り返し性が悪いのに気づかない
AIAGのSPCでは、自動測定に対して I-MR管理図 を推奨するケースが多く、これは車載以外の現場でも有効です。
改善ポイント:
・ 自動測定ではI-MR管理図を基本とする
・ 測定器の安定性(ドリフト)を定期的に確認する
・ GR&Rで測定システムの妥当性を確認する
・ データ量が多い場合は層別を活用する
管理図は “描くこと” が目的ではなく、異常を見つけて改善につなげることが目的です。
改善につなげるためのポイントは次の通りです。
・ 異常が出たら必ず原因を追究する
・ 再発防止策を管理図に反映する
・ 設備・治具・材料の変化点を記録する
・ 管理図を現場で見える化する
・ 管理図を使った改善事例を共有する
管理図は、正しく使えば工程改善の強力な武器になります。
管理図と工程能力指数(Cp/Cpk)は、品質管理の中で密接に関係しています。
しかし現場では、この2つを別々のものとして扱ってしまい、正しく連動させた運用ができていないケースが多く見られます。
工程能力指数は、工程が安定していることが前提であり、管理図で安定性を確認せずにCpkを評価しても、正しい判断はできません。
工程能力指数(Cp/Cpk)は、工程のばらつきと規格値の関係を示す指標です。
しかし、工程が安定していない状態でCpkを計算すると、次のような問題が起きます。
・ 偶然原因以外のばらつきが混ざり、Cpkが低く見える
・ 逆に、たまたま良いデータだけでCpkが高く見える
・ 工程の真の能力を反映しない“見かけのCpk”になる
つまり、管理図で工程が安定していることを確認してからでないと、Cpkは評価できません。
品質管理の基本的な流れは次の通りです。
① 管理図で工程が安定しているか確認
② 安定していれば工程能力(Cp/Cpk)を評価
③ 能力が不足していれば工程改善
④ 改善後に再度管理図で安定性を確認
この流れを守ることで、『管理図と工程能力が連動した “正しい品質管理サイクル” 』が成立します。
例えば、Xbar-R管理図をサンプリング数5個で行っていた場合、
1ヶ月の稼働が20日であれば、データ数は5個x20=100となります。
1ヶ月の工程能力評価には十分なデータ数となります。
このデータから標準偏差を計算し、翌月の管理限界を決めることができます。
管理図も工程能力指数も、測定システムが正しく機能していることが前提です。
つまり、GR&R(測定システム解析)が悪いと、次のような問題が起きます。
・ 測定のばらつきが工程のばらつきに上乗せされる
・ 管理限界が不必要に広くなる
・ 異常が見えなくなる
・ Cpkが低く見える、または高く見える
・ 改善の方向性を誤る
管理図と工程能力を正しく評価するためには、測定システムの妥当性(GR&R)が確保されていることが必須条件です。
リンク先のコラムの『GR&Rと工程能力指数(Cp/Cpk)の関係』の章にGR&Rと工程能力指数(Cp/Cpk)の関係を説明しています。
工程能力指数より重要?GR&Rの本質と国際規格の違いを徹底解説
以下は正しい状態を示しています。
【測定システムが安定】
↓↓↓↓
【管理図が安定】
↓↓↓↓
【工程能力(Cp/Cpk)が正しく評価できる】
↓↓↓↓
【改善の方向性が明確になる】
測定システムが安定であることは、品質管理の基本となります。
測定システムが不安定だと、管理図も工程能力も “正しく見えない” 状態になります。
現場では「Cpkが1.67あるから問題ない」といった判断がよくありますが、これは非常に危険です。
・ 工程が安定していない
・ 測定システムが不安定
・ データの取り方が間違っている
・ 層別すると異常が隠れている
こうした場合、Cpkは “見かけ上の数字” にすぎません。
Cpkは管理図とセットで評価するものであり、単独で判断してはいけません。
管理図は、工程のばらつきを可視化し、異常原因を早期に発見するための強力なツールです。
しかし、どの管理図を使うべきかを理解せずに“昔からの習慣”で運用していたり、単にグラフを埋めるだけの帳票になってしまっている現場も少なくありません。
管理図の本質は、工程が安定しているかどうかを判断し、不良の発生を未然に防ぐことにあります。
そのためには、次のポイントを押さえることが重要です。
・ 工程に合った管理図を選ぶ
・ 管理限界と規格値の違いを正しく理解する
・ 異常の兆候(7つのルール)を見逃さない
・ 工程が安定してから工程能力(Cp/Cpk)を評価する
・ 測定システム(GR&R)が妥当であることを確認する
これらを正しく運用することで、管理図は“記録のためのグラフ”から、工程改善のための実践的なツールへと変わります。
また、AIAGやWestern Electricなどの異常検出ルールは、車載品質に限らず、あらゆる製造業で活用できる普遍的な考え方です。
工程の安定化と品質向上を目指すうえで、管理図は非常に有効な武器となります。
本記事が、現場で管理図を正しく活用し、工程の安定化と品質向上につなげる一助となれば幸いです。
DCBLモータの選定と管理図について:産業機器向けDCBLモータの選定方法
